
企业名称:重庆朗景机械有限公司
传 真:023-65536893
联系人:张
手 机:18580878243
邮 箱:269870135@qq.com
联系人:马
手 机:17783627566
邮 箱:82963198@qq.com
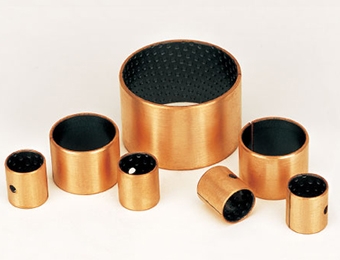
1、砂型铸造生产中用得普遍的铜轴瓦方法是砂型铸造,它具有适应性广、生产准备比较简单等优点。但用此法生产的铸件,其尺寸精度和表面质量及内部质量远不能满足机械零件的要求,而且生产过程较复杂,实现机械化、自动化生产又投资巨大,在生产一些特殊零件和特殊技术要求的铸件时,技术经济指标较低,因此,砂型铸造在铸造生产中的应用受到了一定的限制。
2、特种铸造除砂型铸造以外,通过改变铸型材料、浇注方法、液态合金充填铸型的形式或铸件凝固条件等因素,形成了多种有别于砂型铸造的其他铸造方法。铸造工作者把有别于砂型铸造工艺的其他铸造方法,统称为特种铸造。机械制造行业中常见的特种铸造方法有:
(1)熔模铸造。它是采用可熔性模型和高性能型壳(铸型)来铸造较高尺寸精度和较低表面粗糙度值的无切削或少切削铸件的方法。
(2)金属型铸造。它是采用金属铸型提高铸件冷却速度、实现一型多铸、获得致密结晶组织的铸件的方法。
(3)压力铸造。它是通过改变液态合金的充型和结晶凝固条件,使液态合金在高压、高速条件下充填铸型,并在高压下成形和结晶,从而获得精密铸件的方法。
(4)消失模铸造。它是将与铸件尺寸形状相似的发泡塑料模型粘结组合成模型族,刷涂耐火涂层并烘干后,埋在于石英砂中振动造型,然后在一定条件下浇注液体金属,使模型汽化并使金属液占据模型位置,待金属液凝固冷却后形成所需铸件的方法。
(5)离心铸造。它是通过改变液态合金的充填铸型和凝固条件,利用离心力的作用来铸造套等特殊铸件的方法。
(6)陶瓷型铸造。它是通过改变铸型材料,选用好的耐火材料和粘结剂,用特殊的灌浆成形方法,获得尺寸精确、表面光滑的型腔,从而获得厚大精密铸件的铸造方法。
(7)低压铸造。它是介于重力铸造(指金属液在地球重力作用下注入铸型的工艺)与压力铸造之间的一种铸造方法。通过改变充型凝固条件,将液态合金在低压低速条件下由下而上平稳地充填铸型,在低压作用下由上而下顺序结晶凝固,从而获得组织致密的好铸件。
(8)真空吸铸。它是通过对结晶器(铸型)内造成负压而吸人液态合金,并使液态合金在真空中结晶凝固而获得铸件的方法。此法改变了液态合金的充型和凝固条件,减少了液态合金的吸气和氧化,适于用来铸造棒、筒、套类等好的铸件。
(9)连续铸造。它是通过快冷的结晶器,在连续浇注、凝固、冷却的条件下铸造管和铸锭的一种高效生产方法。
(10)挤压和液态冲压铸造。它是铸造与锻压加工的综合加工方法。
手机:18580878243 张 17783627566 马
邮箱:82963198@qq.com 82963198@qq.com
网址:www.lj-bearing.com
地址:重庆市沙坪坝区歌乐山镇山洞工业园
 |  |
| 进入手机站 | 扫一扫,微信咨询 |


 咨询热线:
咨询热线:


 渝公网安备 50010602502691号
渝公网安备 50010602502691号
