
企业名称:重庆朗景机械有限公司
传 真:023-65536893
联系人:张
手 机:18580878243
邮 箱:269870135@qq.com
联系人:马
手 机:17783627566
邮 箱:82963198@qq.com
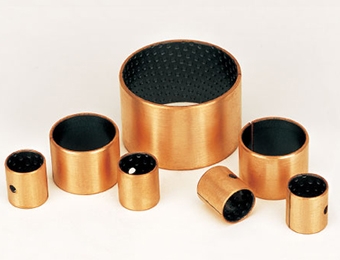
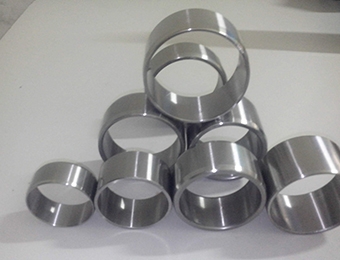
普通砂型铸造铜套一般是树脂砂或红砂箱铸造,有些砂型铸造工艺或形状尺寸特殊,需要特殊的铸造方法才能得到铸件,我们介绍以下几种铸造方法:
1. 壳型铸造
壳型铸造是一种砂型铸造方法。型砂是用坚固的粘结剂制成的薄壳,不需要砂箱。壳体铸件通常采用热固性酚醛树脂为粘结剂。使壳时相反的方法或核心射击方法,在预热的金属模板形成的树脂砂层薄壳,加热后变硬的薄壳可以删除模板壳,然后壳壳形成贝壳拼凑,夹或树脂粘结。目前,铸壳用铜套的重量一般在10KG左右。
2. 低压铸造
低压铸造是通过立管充型和控制低压液态金属凝固的过程。模具置于密封的坩埚上,其浇口与杯盖上的提升管连接。当坩埚内充满低压干燥气体时,液态金属通过提升管压入模具。铸件凝固后,坩埚内的气体被排出,多余的液态金属被送回坩埚内。
低压铸造的优点是充填稳定,符合顺序凝固的原则,收缩率好,铸件几乎没有浇注冒口,金属成品率可达95%以上,多用于生产锌基合金套筒和铜套筒。
3.陶瓷型铸造
陶瓷型铸造是一种用陶瓷材料铸造而成的铸造方法,用水解硅酸乙酯、耐火材料、催化剂等混合陶瓷浆料,倒入腔内由母模和砂套形成,经模具固化后,喷射烧制和焙烧称为陶瓷。陶瓷型铸造适用于生产大壁厚精密铸件,如直径600以上的精密铸铜套。
手机:18580878243 张 17783627566 马
邮箱:82963198@qq.com 82963198@qq.com
网址:www.lj-bearing.com
地址:重庆市沙坪坝区歌乐山镇山洞工业园
 |  |
| 进入手机站 | 扫一扫,微信咨询 |


 咨询热线:
咨询热线:


 渝公网安备 50010602502691号
渝公网安备 50010602502691号
