
企业名称:重庆朗景机械有限公司
传 真:023-65536893
联系人:张
手 机:18580878243
邮 箱:269870135@qq.com
联系人:马
手 机:17783627566
邮 箱:82963198@qq.com
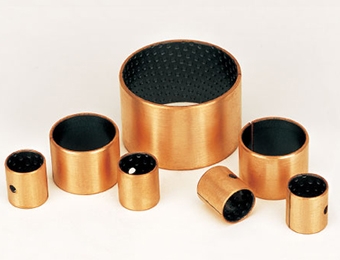
浇注时的技术工作,浇注技术是否合理,浇注方法是否合适,直接影响铸件的质量。 关于浇注的质量,在铜套管中产生的缺陷可以包括,例如,气孔、锁孔、冷隔离、浇注不足、焊剂等。 据以下工厂不完整统计,受浇注影响废弃的铸件约占铸件废品总数的20%-30%。 因此,必须加强浇注质量的检测和管理。
1 .检查灌注茗的准备工作
1 )浇包及浇注工具
浇包的修整和干燥是否符合压力球,是否配备了能够通过检测钟表干燥层的方法检测浇包干燥程度的浇注工具,阻挡棒,淤泥剂,测温计的准备是否妥当
2 )铸模
检查结晶器的通气孔为顺通,外浇口和浇口杯是否干净,砂是否浮起,箱口是否对齐,检查是否熄火,在冒口和气孔中是否放置有易燃物(纸粉、刮屑),紧固和压力是否适当 根据浇注计划的质量可以计算出压铁质量(重量)量(一般亚铁重量是铸件重量的(3-5)倍)。
3 )浇注材质
每个铸模的浇注材质和所需的金属液质(重量)的量是否明确。 用浇注计划和模具上的材质给出了对照检查
浇铜套时,每个铸模的浇注材质和必要的金属液的品质是否明确,在浇注计划和铸模上的材质表示中一一对照检查
2 .除渣检查
观察浇注前包内的金属液面上的熔渣是否被除去,熔渣除去时间越短越好
3 .温度检查
铜套浇注温度是否在规定的浇注温度以内,可以经验地观察铜水的颜色,或者用光学式高温计和热电偶测温,特别是最终包装箱必须控制温度。 超过下限温度的铜水不得浇注重要产品。 能够注入不重要的零件和块、砂箱、芯骨等。
手机:18580878243 张 17783627566 马
邮箱:82963198@qq.com 82963198@qq.com
网址:www.lj-bearing.com
地址:重庆市沙坪坝区歌乐山镇山洞工业园
 |  |
| 进入手机站 | 扫一扫,微信咨询 |


 咨询热线:
咨询热线:


 渝公网安备 50010602502691号
渝公网安备 50010602502691号
