
企业名称:重庆朗景机械有限公司
传 真:023-65536893
联系人:张
手 机:18580878243
邮 箱:269870135@qq.com
联系人:马
手 机:17783627566
邮 箱:82963198@qq.com
为了消除铜套铸件收缩过程中壁厚不均或结构原因引起的变形,通常在铸件可能变形的相反方向进行反向变形,以抵消铜套铸件的冷却收缩变形,或采取措施。采用镶铸工艺加强筋,防止变形,获得符合图样要求的铜套铸件。由于影响变形的因素很多,反变形量通常是根据生产经验确定的。半圆形开口铜套的反变形量约为开口宽度的1.0%~1.5%。
工艺补正量是用于防止铜套铸件的局部位置,由于工艺因素(例如铸造收缩率选用值与铜套铸件局部位置的收缩率不符、变行、有规律的操作偏差等)的影响而超差,在相应部位的非加工面上增加的金属层厚度。用树脂砂生产的铸件,可取下限值。批量生产时,应通过试生产进行调整。
一般铜套铸件的工艺补正量,可供产考:
被补面间距或至基准面距离L
工艺补正量
被补面间距或至基准面距离L
工艺补正量
铸铁件
铸铜件
铸铁件
铸铜件
<100
1~2
1.5~2.5
1601~2500
6.0~7.5
7.5~8.5
101~160
1.5~2.5
2~3
2501~4000
8.0~9.0
9.0~11
161~250
2~3
2.5~3.5
4001~6500
9.0~11
11~13
251~400
2.5~3.5
3~4
6501~8000
11~13
13~15
401~650
3~4
3.5~4.5
8001~10000
13~15
15~17
651~1000
3.5~4.5
4~5
10001~12000
15~17
17~19
1001~1600
4.5~6.0
5.0~6.5
手机:18580878243 张 17783627566 马
邮箱:82963198@qq.com 82963198@qq.com
网址:www.lj-bearing.com
地址:重庆市沙坪坝区歌乐山镇山洞工业园
 |  |
| 进入手机站 | 扫一扫,微信咨询 |


 咨询热线:
咨询热线: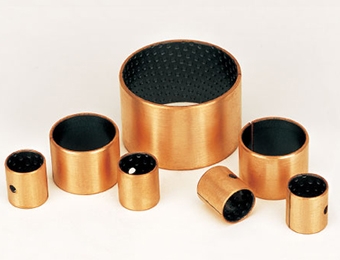



 渝公网安备 50010602502691号
渝公网安备 50010602502691号
