
企业名称:重庆朗景机械有限公司
传 真:023-65536893
联系人:张
手 机:18580878243
邮 箱:269870135@qq.com
联系人:马
手 机:17783627566
邮 箱:82963198@qq.com
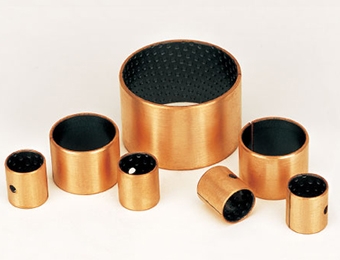
加工重庆铜套时,根本。时间决定于所选的切削速率、进给量和背吃刀量,并决定于加工余量和构成的长度。
1、淘汰重庆铜套的加工余量,淘汰加工余量来淘汰根本时间,是一条很无效的途径。重庆铜套毛坯制造时,应只管接纳细密铸造、精锻、冷挤压、粉末冶金等新工艺,以收缩根本时间。
2、进步切削速率,是收缩根本时间的途径之一。
3、增大进给量,增大进给量比进步切削速率对刀具的磨损影响较小,且机床也不需求特别的i改装,便能使生产服从明显进步,因而,大进给切削使用很广。
4、添加背吃刀量,可以淘汰构成次数,从而收缩了根本时间。
5、接纳多刀刃切削,就是指用几把车刀或一把车刀上有几个切削刃,同时对工件举行切削,如许就节流了加工重庆铜套的时间
手机:18580878243 张 17783627566 马
邮箱:82963198@qq.com 82963198@qq.com
网址:www.lj-bearing.com
地址:重庆市沙坪坝区歌乐山镇山洞工业园
 |  |
| 进入手机站 | 扫一扫,微信咨询 |


 咨询热线:
咨询热线:



 渝公网安备 50010602502691号
渝公网安备 50010602502691号
